
InSite delivers specialised in situ remediation solutions using multi-phase extraction (MPE), soil vapour extraction (SVE), and air sparging technologies to target volatile and semi-volatile contaminants in soil and groundwater.
MPE systems are designed to simultaneously remove contaminated groundwater and soil vapour, providing rapid source zone mass removal and effective control of contaminant migration. SVE and air sparging systems are applied to enhance subsurface volatilisation and aerobic biodegradation, accelerating remediation timeframes.
InSite designs, installs, operates, and maintains both mobile and fixed systems, with proven experience delivering these technologies across a wide range of industrial and commercial sites.
InSite operates dedicated dangerous goods-rated vacuum units with capacities of up to 10,000 litres to deliver short-duration multi-phase extraction (MPE) works. All hoses, fittings, spears, monitoring equipment, and safety gear are owned and maintained by InSite, allowing for rapid mobilisation and setup on operating sites with minimal client downtime.
The mobile MPE system is designed to extract light non-aqueous phase liquid (LNAPL), contaminated groundwater, and volatile contaminants. During operation, InSite monitors groundwater recovery rates, airflow, hexane, head and well vacuum pressures. At the conclusion of works, clients receive detailed project reports containing raw data, summarised results, extraction trends, and waste-tracking documentation.
The system also enables the delivery of pilot trials to assess the long-term viability of permanent system installations. InSite services regional areas through scheduled runs to improve efficiency and reduce mobilisation costs.
InSite has performed thousands of hours of mobile MPE events at service stations, fuel storage facilities, and industrial sites across Australia, providing a proven and efficient solution for short-term remediation and system optimisation.
viability of a more permanent system design.
InSite services regional areas via scheduled runs to increase efficiency and reduce mobilisation costs for clients.
InSite has performed thousands of hours of mobile MPE events at service stations, fuel storage facilities, and industrial sites across Australia.
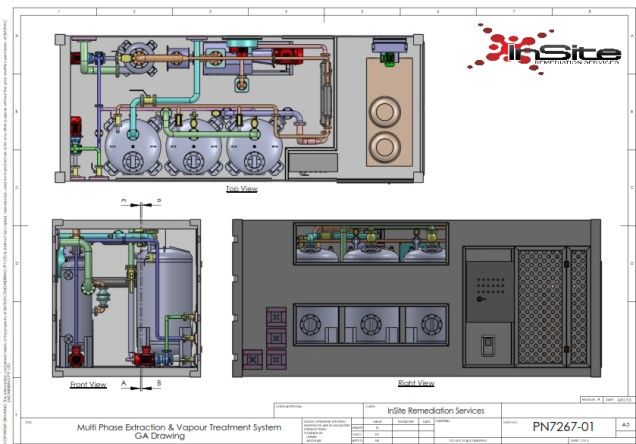
Due to high customer demand for efficient, high-quality, and cost-effective remediation, InSite has designed and built a containerised multi-phase extraction (MPE) unit. The system is ideal for sites where the remediation strategy calls for long-term treatment of hydrocarbon-impacted groundwater and soil.
Housed within a 6 m shipping container, the unit can be easily transported and deployed anywhere in Australia for weeks, months, or years. It enables rapid system response to environmental incidents, can be connected to mains power or a generator, and is capable of being operated and monitored remotely.
800 m³/hr blower on variable speed drive
On-board activated carbon regeneration system for vapour treatment
On-board air flow and vapour concentration monitoring
Discharge pump for liquid storage or treatment
PLC control system for automated operation
SMS fault notification
Secondary transfer pump for on-site water treatment as required
Hazardous area classification (HAC)
Internal soundproofing
Easily connected to water treatment systems and liquid storage tanks for later disposal
The containerised system offers a complete 24/7 remediation service for the extraction of light non-aqueous phase liquid (LNAPL), contaminated groundwater, and volatile contaminants. It can extract simultaneously from multiple wells while treating off-gas and liquids prior to discharge, providing a robust and flexible long-term remediation solution.
InSite mobilised a containerised multi-phase extraction (MPE) system to a retail fuel outlet in the Hunter region of New South Wales. A nine-day, round-the-clock MPE event was undertaken to remove recoverable light non-aqueous phase liquid (LNAPL), dissolved phase hydrocarbons in groundwater, and volatile organic compounds (VOCs) from both on-site and neighbouring properties.
The works involved the deployment of InSite’s containerised MPE system to deliver intensive source and vapour zone remediation. Key activities included:
Mobilisation of a containerised MPE system for 24/7 operation
Use of existing source site extraction wells for groundwater and vapour extraction
Installation of temporary fixed piping in an adjacent commercial property to enable immediate and future soil vapour extraction in preparation for redevelopment
Continuous operation over a nine-day period to target both on-site and off-site impacts
Implementation of noise control measures to address night-time generator operation, including noise monitoring and the installation of sound screens to minimise impacts on sensitive receptors
The project required careful operational planning to manage:
Night-time Noise – Proximity to neighbouring properties required strict noise management during 24/7 operations.
Multi-Property Setup – Temporary infrastructure had to be installed on a neighbouring commercial property to extend the remediation footprint without disrupting existing operations.
Continuous Operation – Round-the-clock monitoring and system performance checks were required to ensure safe and efficient extraction over the nine-day period.
The 24/7 MPE program was delivered successfully, achieving substantial contaminant mass removal over a short operational window. Approximately 39,000 litres of hydrocarbon-contaminated groundwater was recovered from the site, along with a total hydrocarbon mass of approximately 1,400 kg, primarily extracted as vapour. The works provided a highly effective, short-term remediation strategy addressing both on-site and off-site impacts.
Nine-day 24/7 containerised MPE operation
Targeted remediation of both on-site and neighbouring commercial property
Noise monitoring and control to protect nearby receptors
39,000 litres of contaminated water and 1,400 kg of hydrocarbons removed
Rapid, high-intensity remediation outcome using containerised technology
InSite was engaged to undertake a 25-day multi-phase extraction (MPE) event at a process facility located in north-west Western Australia. The objective of the works was to assess the viability of MPE technology at the site to extract light non-aqueous phase liquid (LNAPL), contaminated groundwater, and volatile organic compounds (VOCs) from the subsurface.
InSite’s containerised MPE unit, equipped with a pre-treatment coalescing plate separator, was used to treat extracted groundwater prior to discharge to the site’s trade waste management system.
The program was designed to test and optimise different extraction strategies to evaluate MPE system performance under site-specific conditions. Key activities included:
Mobilisation of InSite’s containerised MPE system with integrated groundwater pre-treatment
25-day operational program targeting LNAPL, contaminated groundwater, and vapour recovery
Trialling of single-well, pulsed single-well, and multi-well extraction strategies to identify the most effective configuration
Monitoring of system performance, vapour recovery, and groundwater extraction rates throughout the trial
The works presented several unique site-specific considerations:
Presence of Non-Typical Gases – During the trial, gases other than those typically associated with petroleum hydrocarbon remediation were detected.
Additional Instrumentation – Extra monitoring equipment was mobilised to confirm the presence of elevated methane and hydrogen sulphide, requiring adjustments to monitoring protocols and safety measures.
Remote Location – Operating in north-west WA required careful logistical planning to ensure availability of equipment, spares, and personnel for the duration of the 25-day trial.
The MPE trial successfully demonstrated the viability of containerised MPE technology for the extraction of LNAPL, contaminated groundwater, and vapours at the site. The testing program provided valuable data on system performance under different extraction configurations and identified additional gas considerations that would inform the design of any future long-term system.
25-day containerised MPE event at a remote process facility
Evaluation of single-well, pulsed single-well, and multi-well extraction strategies
Identification of methane and hydrogen sulphide requiring enhanced monitoring
Pre-treatment and discharge of extracted groundwater to trade waste system
Valuable data gathered to inform future remediation system design
Air sparging is an in situ remediation technique offered by InSite that involves pumping air into the subsurface through sparge wells. This process targets the treatment of saturated soils and groundwater contaminated by volatile organic compounds (VOCs).
When combined with mobile or fixed soil vapour extraction (SVE) systems and appropriate off-gas treatment, air sparging becomes a highly effective method for mobilising and removing volatile contaminants from the subsurface, accelerating remediation timeframes and improving overall system performance.
InSite was engaged to design and install a containerised air sparge (AS) and soil vapour extraction (SVE) system at a suburban Sydney retail fuel outlet. The objective of the system was to extract volatile contaminants from the subsurface to support ongoing remediation at the site.
The project involved the design, installation, and commissioning of a fixed air sparge/SVE system with integrated vapour treatment. Key activities included:
Installation of pits and pipework to support the air sparge and SVE network
Connection, commissioning, and optimisation of the system for continuous operation
Installation of granular activated carbon units for off-gas treatment prior to atmospheric discharge
Installation of an SMS fault alert system to provide 24/7 remote monitoring and rapid response capability
Integration of the system within a containerised plant layout for secure and efficient operation
The project required careful planning to manage:
Installation in a live retail environment without disrupting site operations
Integration of multiple system components (air sparge, SVE, vapour treatment, and monitoring) within a containerised layout
Ensuring compliance with environmental and air discharge standards for vapour treatment
The system was successfully installed and commissioned, providing an effective in situ remediation solution for volatile contaminant removal. InSite continues to maintain operational and maintenance responsibility for the equipment, ensuring efficient performance of the sparge, extraction, and vapour treatment components through regular monitoring and optimisation.
Design and installation of containerised air sparge/SVE system
Granular activated carbon vapour treatment prior to discharge
SMS fault alert system for 24/7 remote monitoring
Seamless installation in a live retail environment
Ongoing operation and maintenance by InSite to ensure long-term performance
An air sparge and soil vapour extraction (SVE) trial undertaken by InSite supported the development of a long-term remediation strategy for an operational service station in the southern suburbs of Perth, Western Australia. The trial aimed to evaluate the potential effectiveness of a fixed air sparge/SVE system for future implementation at the site.
The trial was collaboratively developed and executed with the client’s environmental consultant to gather reliable data on system performance. Key activities included:
Development of a tailored trial methodology to assess the suitability of air sparge/SVE technology for the site
Mobilisation of a mobile vacuum unit, compressor, well heads, hoses, and a suite of monitoring equipment
Execution of field trials applying various combinations of positive and negative air pressure to assess vapour removal effectiveness
Monitoring and recording the impact of different operating scenarios on vapour mass removal, pneumatic radius of influence, and hydraulic radius of influence
Compilation of detailed project data into a factual report for further analysis by the property owner’s environmental consultant
The trial required detailed planning and adaptive operation to:
Accurately assess subsurface response to different air pressure scenarios
Capture high-quality data across multiple monitoring points
Coordinate trial activities at an operational service station without disrupting site operations
The air sparge/SVE trial provided high-quality performance data to inform the design and implementation of a future fixed remediation system. The collaborative approach ensured the trial was both technically robust and logistically efficient, supporting the development of a long-term remediation strategy for the site.
Air sparge/SVE trial at an operational service station
Assessment of vapour mass removal and radius of influence under various operating conditions
Use of mobile MPE and monitoring equipment to support rapid trial setup
Data-driven evaluation to inform long-term remediation planning
Collaborative approach with client and environmental consultant
InSite was engaged to undertake a soil vapour extraction (SVE) event at a remote location near Moonie, Queensland. The objective was to remove volatile organic compounds (VOCs) from the vadose zone using a skid-mounted SVE system operating continuously over several months.
The project involved the installation and operation of a dedicated SVE system in a remote setting. Key activities included:
Installation of six large-annulus SVE wells, each with a bore diameter of 1,000 mm
Installation of pipework connecting the wells to a skid-mounted SVE unit
Establishment of generator power and a diesel storage tank to support continuous operation in a remote area
Continuous 24/7 system operation for approximately three months to extract VOCs from the subsurface
Collection of airflow, vacuum, and total flammable gas concentration data from the trunk line to calculate hydrocarbon mass removal and hourly recovery rates
The project required careful planning and operational management to address:
Remote Location – Limited access to utilities required generator power and fuel storage to sustain 24/7 operation.
Large-Scale Infrastructure – Installing large-annulus wells and trunk line pipework in a remote area required logistical coordination and specialised equipment.
Continuous Monitoring – Accurate measurement of operational parameters was required to calculate recovery performance over the extended operational period.
The three-month SVE event successfully recovered an estimated 4,425 kg of hydrocarbons from the vadose zone, equivalent to a recovery rate of approximately 2.36 kg per hour. The project demonstrated the effectiveness of large-annulus SVE wells and continuous system operation for hydrocarbon mass removal at remote locations.
Remote SVE event near Moonie, QLD
Installation of six large-annulus SVE wells (1,000 mm diameter)
Continuous 24/7 operation over three months
Generator-powered system supporting remote site remediation
Recovery of approximately 4,425 kg of hydrocarbons (2.36 kg/hour)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.JPG){kind=link}
.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}